Hi,
Check this one on Ebay.
http://cgi.ebay.com/ws/eBayISAPI.dll?Vi ... &rd=1&rd=1
Available from
http://www.daytonamig.com/refurb.htm
$429 with !/2 the usual warrenty.
Al Belli
Calculations... double checking with the pro's
Moderator: Mike Everman
re: Calculations... double checking with the pro's
hey, thanks! I'm looking at that one right now... looks like just what I need! Now all I need is an argon bottle (and a helmet)... what would be a reccomended size for a tig welder of this power? What would be reccomended? I see a few different sizes.
20CF (about $65)
http://cgi.ebay.com/20-CF-WELDING-CYLIN ... dZViewItem
40CF (about $100)
http://cgi.ebay.com/40-CF-WELDING-CYLIN ... dZViewItem
80CF (about $130) http://cgi.ebay.com/80-CF-Welding-Cylin ... dZViewItem
anyways, thanks again for the help!
PS: just out of curiosity, a 1/4th inch peice of copper tubing wouldn't restrict the airflow too much would it?
20CF (about $65)
http://cgi.ebay.com/20-CF-WELDING-CYLIN ... dZViewItem
40CF (about $100)
http://cgi.ebay.com/40-CF-WELDING-CYLIN ... dZViewItem
80CF (about $130) http://cgi.ebay.com/80-CF-Welding-Cylin ... dZViewItem
anyways, thanks again for the help!
PS: just out of curiosity, a 1/4th inch peice of copper tubing wouldn't restrict the airflow too much would it?
Lasers, jets, and helicopters HURAH!
re: Calculations... double checking with the pro's
Hey again, well, I found a few deals on EBAY... wanted to see what you guys thought about them, are these Tig's worth it? I don't want to get something that only half works.
the first one:
http://cgi.ebay.com/WELDER-220-volt-130 ... dZViewItem
second:
http://cgi.ebay.com/BRAND-NEW-220-VOLT- ... dZViewItem
third:
http://cgi.ebay.com/220-VOLT-130-TIG-90 ... dZViewItem
So, does anyone know anything about these welders? Do they LOOK like they would work? I don't want to get something I'll hate, but, I need it to have under 20A ~ 240vac input limitations.
the first one:
http://cgi.ebay.com/WELDER-220-volt-130 ... dZViewItem
second:
http://cgi.ebay.com/BRAND-NEW-220-VOLT- ... dZViewItem
third:
http://cgi.ebay.com/220-VOLT-130-TIG-90 ... dZViewItem
So, does anyone know anything about these welders? Do they LOOK like they would work? I don't want to get something I'll hate, but, I need it to have under 20A ~ 240vac input limitations.
Lasers, jets, and helicopters HURAH!
re: Calculations... double checking with the pro's
Ok, update...
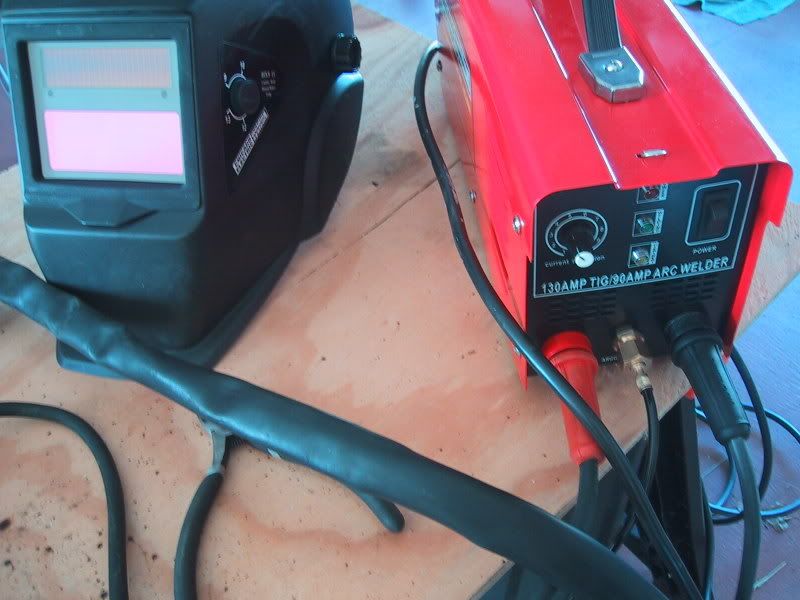
Guess what, like 47, I decided to splurge as well! So, I bought a TIG welder and an auto darkening mask. So, It looks like I'm pretty much set... Except for a welding tank...
I have what seems to be a solution.
My father brought home a (what appears to be, but I'm unsure, as, I don't see the markings for such) 20CF-30CF tank filled with N20 (laughing gas)... The brand name is Luxfer
This was intended for a whipcream maker, and was for a demo, but, the man who showed it to my father for testing, just left it, despite it costing a few hundred. We sent emails, no reply, so, it's ours!
Now the question, I really don't know if any of you would know, but, would this tank be able to use argon? Are there any other shielding gasses that might be a good option, perhaps CO2? I'm looking into the tank at luxfer's site at the moment, but, it'd be great if anyone else knew anything about these cylinders.
Guess what, like 47, I decided to splurge as well! So, I bought a TIG welder and an auto darkening mask. So, It looks like I'm pretty much set... Except for a welding tank...
I have what seems to be a solution.
My father brought home a (what appears to be, but I'm unsure, as, I don't see the markings for such) 20CF-30CF tank filled with N20 (laughing gas)... The brand name is Luxfer
This was intended for a whipcream maker, and was for a demo, but, the man who showed it to my father for testing, just left it, despite it costing a few hundred. We sent emails, no reply, so, it's ours!
Now the question, I really don't know if any of you would know, but, would this tank be able to use argon? Are there any other shielding gasses that might be a good option, perhaps CO2? I'm looking into the tank at luxfer's site at the moment, but, it'd be great if anyone else knew anything about these cylinders.
Lasers, jets, and helicopters HURAH!
re: Calculations... double checking with the pro's
ok, well, I've got the TIG welder, and have played with it a little... hehe I had to force myself to stop(playing with it)!
Anyways, I've run into a few problems, well, first, I burned some nice big holes in the nozzle.... oops... so I've got to make another now. Second, for some reason I can't explain, the Tungsten electrode just seems to dissapear! I don't know if it's normal to have to extend the electrode out after every stint of welding, but, I seem to have to... I don't have argon yet, which I'm attributing to this, but, I just had to use the welder...
Also, is it normal for the electrode to stick to the steel? Sometimes it begins the arc easily, sometimes not... With copper, I was able to just lower the handle and it would easily go! (no sticking)
Also, what's the proper technique for welding with a TIG? should the electrode be touching the metal, or above the metal? Should I "wipe" back and forth as I move down the weld, squiggle, or just a straight line?
If I could get that down, that'd be great!
Well, anyways, I hope to get this thing welded up Thursday, I should get the argon and some filler rod today.
PS: I do like this TIG, it seems to have almost no splatter...
Anyways, I've run into a few problems, well, first, I burned some nice big holes in the nozzle.... oops... so I've got to make another now. Second, for some reason I can't explain, the Tungsten electrode just seems to dissapear! I don't know if it's normal to have to extend the electrode out after every stint of welding, but, I seem to have to... I don't have argon yet, which I'm attributing to this, but, I just had to use the welder...
Also, is it normal for the electrode to stick to the steel? Sometimes it begins the arc easily, sometimes not... With copper, I was able to just lower the handle and it would easily go! (no sticking)
Also, what's the proper technique for welding with a TIG? should the electrode be touching the metal, or above the metal? Should I "wipe" back and forth as I move down the weld, squiggle, or just a straight line?
If I could get that down, that'd be great!
Well, anyways, I hope to get this thing welded up Thursday, I should get the argon and some filler rod today.
PS: I do like this TIG, it seems to have almost no splatter...
Lasers, jets, and helicopters HURAH!
-
Johansson
- Posts: 1161
- Joined: Sun Nov 21, 2004 9:42 pm
- Antipspambot question: 0
- Location: Northern Sweden
re: Calculations... double checking with the pro's
I am no pro at TIG welding, but I think that I can answer some of the questions anyway.
If you touch the steel with the electrode while welding you will short circuit the arc and the tip will get stuck, it happened to me quite frequently when I was learning to use the TIG. It helps if you grind both ends of the electrode so you won´t have to run to the grinder every time.
A hint is not to hold your breath while welding. It can take a bit of practice to get steady enough on the hand to weld around a pipe or corner without any stops, but since TIG welding is the most fun a man can have with his clothes on that won´t matter so much... ;-)
//Anders
If the electrode burns away with a sparkling sound it is probable that you forgot to turn on the shielding gas (argon), it won´t survive a second without gas.Second, for some reason I can't explain, the Tungsten electrode just seems to dissapear!
What kind of ignition do you have? Is it HF, Lift Arc or do you have to drag the electrode over the material to get the arc going?Also, is it normal for the electrode to stick to the steel?
If you touch the steel with the electrode while welding you will short circuit the arc and the tip will get stuck, it happened to me quite frequently when I was learning to use the TIG. It helps if you grind both ends of the electrode so you won´t have to run to the grinder every time.
A hint is not to hold your breath while welding. It can take a bit of practice to get steady enough on the hand to weld around a pipe or corner without any stops, but since TIG welding is the most fun a man can have with his clothes on that won´t matter so much... ;-)
//Anders
re: Calculations... double checking with the pro's
ah, so my suspicion is confirmed, the shielding gas does add a "little" longevity to the tungsten, very good! I'm still working on getting the gas... meh... can't do anything till Monday as nothing is open over the weekend...
I guess I'll have to wait a little longer until to use the TIG properly.
Now I have been getting pretty good at the arc welding, I'm only 10 sticks into it (three of them were just pure fun blasting onto a thick peice of metal at full power :D ) So the diffuser is now welded together! I will mention the weld from the inside looks very nice... the outside will look better soon.
*note* I'll post a picture soon... the battery died while I was taking the pictures and I can't seem to find the spares... just gotta wait until this one recharges.
PS: did anyone ever mention, that, welding the flame holder on the inside of the CC is pretty hard? I could never have done the half of it I did without using the nice long arc welding rods!
I guess I'll have to wait a little longer until to use the TIG properly.
Now I have been getting pretty good at the arc welding, I'm only 10 sticks into it (three of them were just pure fun blasting onto a thick peice of metal at full power :D ) So the diffuser is now welded together! I will mention the weld from the inside looks very nice... the outside will look better soon.
*note* I'll post a picture soon... the battery died while I was taking the pictures and I can't seem to find the spares... just gotta wait until this one recharges.
PS: did anyone ever mention, that, welding the flame holder on the inside of the CC is pretty hard? I could never have done the half of it I did without using the nice long arc welding rods!
Lasers, jets, and helicopters HURAH!
-
Irvine.J
- Posts: 1063
- Joined: Mon Jun 05, 2006 4:28 pm
- Antipspambot question: 0
- Location: Brisbane, Australia
- Contact:
re: Calculations... double checking with the pro's
Hehe, yes I agree welding the flameholder was very challenging for me also. If you have a gas/trade supplier around I believe they should have it. There is BOC Gas near me but may not be in the states. Perhaps ring some hardware stores and ask where you'd go to get oxy-acetylene refills, that might be a good place to begin your investigations into your shielding gas supply? All the best, hope she roars to life soon.
47
47
re: Calculations... double checking with the pro's
actually I've got a couple places "near" me (30 minutes away or so) so I don't have a problem that way, I've just got to go and actually fill the tank up. One of the places was saying that N2O leeches into the metal of the tank... So, it would contaminate the weld... anybody know anything about that? I don't see how .1% N2O would really contaminate the weld, I mean, it couldn't be worse than welding with the arc welder could it? I would think the air would contaminate the weld quite a bit more than that...
PS: Hey 47! how's the plane going?
PS: Hey 47! how's the plane going?
Lasers, jets, and helicopters HURAH!
re: Calculations... double checking with the pro's
N2O will decompose at temps above 450(I think, it might be slightly higher) degrees F to (2)N2 + O2 This is what is used in most hybrid rocket motors as an oxidizer. I would think you'd want argon or another inert gas for your shielding gas. I don't know why atmospheric nitrogen wouldn't contaminate a weld any more or less than direct N2O or N2 would.
-Aaron
-Aaron
re: Calculations... double checking with the pro's
Sorry, what I'm talking about is that I'd empty the tank, flush it with maybe a 1/4th fill argon, then empty and fill again. My thought is that even if there is a residual amount of N2O in the tank (less than 1%) would that really contaminate the weld?
PS: I understand that at some point the N2O breaks down, and probably would at the weld, but I still think it would be in insignificant amount.
PS: I understand that at some point the N2O breaks down, and probably would at the weld, but I still think it would be in insignificant amount.
Lasers, jets, and helicopters HURAH!
re: Calculations... double checking with the pro's
Ah, so that's why I had so much trouble getting the arc to start (no argon) and that also explains why the protruding section of tungsten just dissapeared from the welder... interesting. However, once I got it started, it would actually get an arc going, each time though I'd have to push the electrode out a bit further...
suprisingly on copper, I usually didn't have to extend the electrode that often. Actually, when I got the weld going, I sometimes would find that the tip was needle sharp when I finished! (note the tip was dull before) I was also suprised at how cool the tungsten stays, despite the tip being really hot. Usually after making some small welds I could immediately just push it out further, no wait for it to cool.
PS: I did some inspecting of my (steel) welds by grinding them down. They were nice and porous (I assume from oxidization and such).... No more TIG welding until I get some gas! The copper welds however weren't porous.
suprisingly on copper, I usually didn't have to extend the electrode that often. Actually, when I got the weld going, I sometimes would find that the tip was needle sharp when I finished! (note the tip was dull before) I was also suprised at how cool the tungsten stays, despite the tip being really hot. Usually after making some small welds I could immediately just push it out further, no wait for it to cool.
PS: I did some inspecting of my (steel) welds by grinding them down. They were nice and porous (I assume from oxidization and such).... No more TIG welding until I get some gas! The copper welds however weren't porous.
Lasers, jets, and helicopters HURAH!
re: Calculations... double checking with the pro's
I have everything, gas, filler rod, and metal! I've just finished welding the diffuser onto the CC, and the inside looks great! This TIGing really isn't as hard as they say it is...
PS: the tungsten lasts bunches longer with the shielding gas on! I'll update soon, gotta make and weld another nozzle....
PS: the tungsten lasts bunches longer with the shielding gas on! I'll update soon, gotta make and weld another nozzle....
Lasers, jets, and helicopters HURAH!
re: Calculations... double checking with the pro's
Well, all is done! fuel line, Ramjet, Body, Stand, everything! My jet is complete!
Now I've got to go get it lit! It's about to do it's maiden run!
PS: the welding went pretty well! (it's blasted fun to do too!) I've got like 250psi left in my tank (40CF) so it's basically empty, I think I'm probably going to see if when I trade the tank in to be filled if I can get a larger size. With the argon there was no problem getting the arc to start, no problem blowing the tip off the tungsten, nothing wrong. I'm VERY pleased with the welder, especially as it was pretty cheap! The welds are nice and slag free, the welds have excellent penetration. The Amperage is very controllable! I weld 20 gauge at level 3 (it's got full adjust ability, no clicking on the dial, just smooth turns). 1/8th inch at 5 (out of 10).
Pictures!




http://i19.photobucket.com/albums/b154/ ... G_0010.jpg
http://i19.photobucket.com/albums/b154/ ... G_0009.jpg
Please note, that LOOOOONG cone is the diffuser, not the nozzle...
Now I've got to go get it lit! It's about to do it's maiden run!
PS: the welding went pretty well! (it's blasted fun to do too!) I've got like 250psi left in my tank (40CF) so it's basically empty, I think I'm probably going to see if when I trade the tank in to be filled if I can get a larger size. With the argon there was no problem getting the arc to start, no problem blowing the tip off the tungsten, nothing wrong. I'm VERY pleased with the welder, especially as it was pretty cheap! The welds are nice and slag free, the welds have excellent penetration. The Amperage is very controllable! I weld 20 gauge at level 3 (it's got full adjust ability, no clicking on the dial, just smooth turns). 1/8th inch at 5 (out of 10).
Pictures!
http://i19.photobucket.com/albums/b154/ ... G_0010.jpg
{kind=link}
http://i19.photobucket.com/albums/b154/ ... G_0009.jpg
{kind=link}
Please note, that LOOOOONG cone is the diffuser, not the nozzle...
Lasers, jets, and helicopters HURAH!
re: Calculations... double checking with the pro's
here's the first video! (it just turned night, time for another run!)
Guess which one I am.
PS: Was this how a ramjet is supposed to sound/work? more flame? less? louder? The flame usually hovered just before the flameholder.
http://s19.photobucket.com/albums/b154/ ... amjet1.flv
(alternate site (putfile))
http://media.putfile.com/ramjet1
Guess which one I am.
PS: Was this how a ramjet is supposed to sound/work? more flame? less? louder? The flame usually hovered just before the flameholder.
http://s19.photobucket.com/albums/b154/ ... amjet1.flv
(alternate site (putfile))
http://media.putfile.com/ramjet1
Lasers, jets, and helicopters HURAH!